






Shandong Time Machinery Technology Co., Ltd.
"Linea di produzione di saldatura di tralicci di rivestimento per PC (SGHJ-IV) "
Informazioni sull'apparecchiatura
Rappresentante legale: Cui Hao
Telefono: 13395378282
Indirizzo: Zona di sviluppo economico, città di Jining, provincia dello Shandong
Sito web: www.sdsgzn.com
Contenuto
Io...Introduzione al progetto PC Composite Slab 3
1. Una panoramica del progetto3
2.Introduzione al processo produttivo4
3.Fabbricazione finita di tralicci di armatura PC (tralicci ad angolo retto)5
II.Performance e parametri tecnici delle apparecchiature 6
1.Parametri tecnici della linea di produzione di tralicci di armatura6
1.1 Visualizzazione dell'apparecchiatura6
1.2 Composizione dell'attrezzatura della linea di produzione di tralicci di armatura6
1.3 Parametri tecnici delle apparecchiature:7
1.4 Caratteristiche dell'apparecchiatura8
1.5 Configurazione delle apparecchiature e marchi dei componenti10
2. macchina di raffreddamento dell' acqua11
2.1 Specifiche tecniche dell'unità di raffreddamento a scatola raffreddata ad aria:11
3. Compressore d'aria12
1.Parametri tecnici della macchina a vite raffreddata ad aria13
Io.Introduzione al progetto PC Composite Slab
1Introduzione al progetto PC Composite Slab
1. Visualizzazione del progetto
La lastra di pavimento composito è una forma strutturale che combina calcestruzzo prefabbricato e fuso.La piastra sottile pretensata (5-8 cm di spessore) è integrata con lo strato superiore di calcestruzzo versato in posizione per formare una struttura unificata e lavorare insiemeIl rinforzo principale della piastra sottile pre-stressato funge da rinforzo principale della lastra di pavimento composito.mentre lo strato superiore di fusione richiede solo rinforzo del momento negativo e rinforzo strutturaleLa piastra sottile pre-stressata funge anche da coffratura inferiore per lo strato di calcestruzzo versato in posizione, eliminando la necessità di un supporto di coffratura aggiuntivo.La superficie inferiore della piastra sottile è liscia e uniforme, e dopo il trattamento congiunto, non è necessario intonacare il soffitto.nessun aumento del consumo di acciaioInoltre, l'assenza di supporto da cassaforte per la lastra di pavimento fusa in posizione consente l'installazione rapida di grandi pareti divisorie in cemento prefabbricato,riducendo così il periodo complessivo di costruzione.
Applicazione e classificazione
Queste lastre per pavimenti sono adatte per edifici fino a 8 metri di lunghezza, compresi alberghi, uffici, scuole, edifici residenziali, ospedali, magazzini, parcheggi,e impianti industriali a più pianiA seconda della struttura della superficie composita, le lastre sottili pre-stressate possono essere classificate in tre tipi:non è richiesto alcun rinforzo da taglio2 Per le superfici composite che sopportano forti sollecitazioni di taglio, oltre a richiedere una superficie ruvida, è necessario un'accelerazione della superficie.deve essere aggiunto un rinforzo da taglioIl diametro e l'intervallo del rinforzo sono determinati mediante calcoli, e le forme del rinforzo includono la forma d'onda, la forma elicoidale e la rete saldata a punto con sezioni trasversali triangolari piegate.3 Per piastre sottili prefabbricate, una trave in acciaio viene aggiunta alla superficie superiore per aumentare la rigidità durante la costruzione e ridurre la necessità di supporti sotto le lastre sottili.
![]()
2Introduzione al processo produttivo
![]()
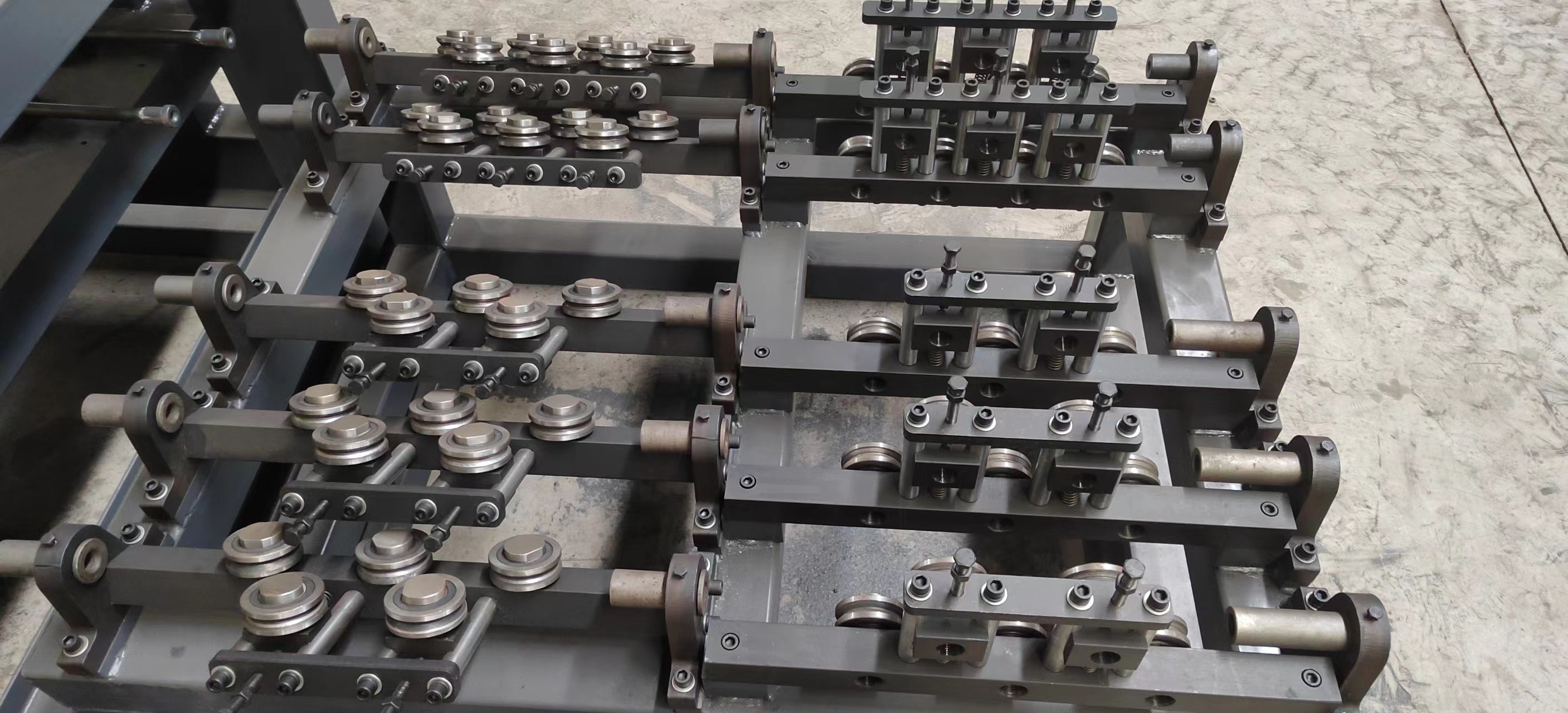
3Prodotto finito (angolo rettilineo)
![]()
II.Performance e parametri tecnici delle apparecchiature
![]()
1.Parametri tecnici della linea di produzione di tralicci in armatura
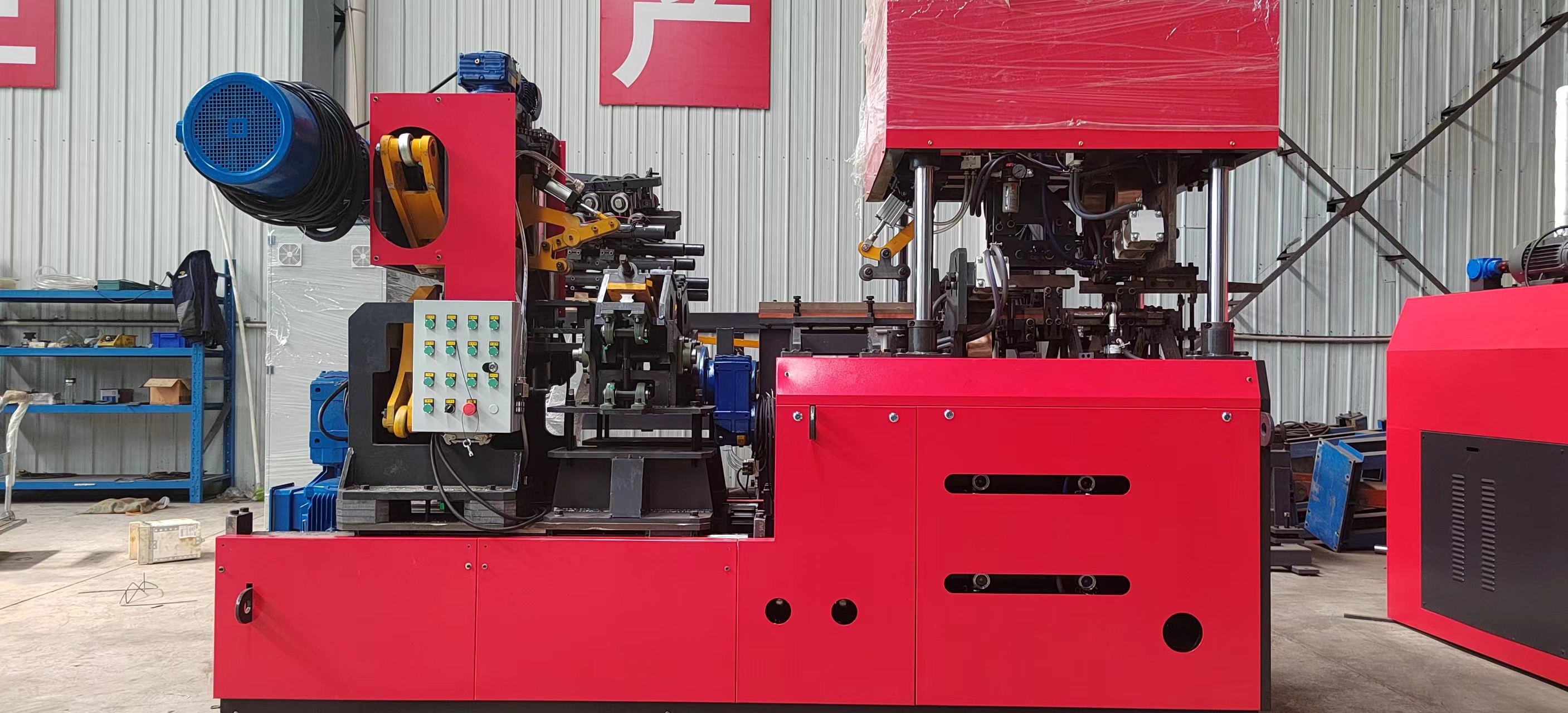
1.1 Visualizzazione dell'apparecchiatura
La linea di produzione di traverse armate è una linea di produzione completamente automatizzata che integra la posa, il raddrizzamento, la piegatura laterale dell'acciaio, la formazione della saldatura, il taglio automatico,e raccolta dei prodotti finiti. può produrre tralicci di armatura per lastre di pavimento nonché tralicci di armatura PC prefabbricati per edifici,ampiamente utilizzati nella costruzione di edifici (piastre prefabbricate per pavimenti) e nella costruzione di ferrovie ad alta velocità (piastre a doppio blocco), tra gli altri campi.
1.2 Composizione dell'apparecchiatura della linea di produzione di tralicci di armatura:
| - No, no, no, no. | Componenti dell'apparecchiatura | Quantità | Caratteristiche tecniche |
| 1 | Scaffalatura per la posa di filo di rifornimento a bobina | Un set | Scaffalatura verticale per la posa del filo |
|
2 |
Meccanismo di raddrizzamento e alimentazione | Un set | Adotta il raddrizzamento multi-ruota con un eccellente effetto di raddrizzamento senza danneggiare le costole delle barre armate; alimentazione del filo a doppio azionamento con tre motori di decelerazione. |
|
3 |
Meccanismo di stoccaggio del materiale | Un set | Equipaggiato con un nuovo tipo di scaffale di stoccaggio aperto che utilizza lo stoccaggio ammortizzante, consentendo una produzione continua e prevenendo efficacemente l'accumulo di barre armate. |
|
4 |
Meccanismo di raddrizzamento dei terminali | Un set | Il raddrizzamento terminale di seconda fase viene eseguito sui componenti di rinforzo principali e diagonali prima della saldatura e della formazione con un metodo di raddrizzamento a cinque rulli.assicurare la rettitudine dei prodotti a traliccio. |
6
1.3 Parametri tecnici delle apparecchiature:
| Braccio oscillante | Unità | Quantità | Nota |
| Capacità di carico del rack di posa del filo | kg | 2000 | L'altezza della corda superiore non deve superare i 2 metri e l'altezza della corda laterale non deve superare i 1,3 metri. |
| Numero di scaffalature per la posa del filo | Unità | 5 | |
| Potenza del motore di formazione laterale in acciaio | kW | 7.5 | |
| Potenza del trasformatore di saldatura | kW | 160x2 |
Funzionamento intermittente
|
7
| Potenza del motore di taglio | kW | 11+11 | Funzionamento intermittente |
| Potenza del motore di raccolta e sollevamento | kW | 2.2 | Funzionamento intermittente |
| Punto di piegatura delle corde laterali | mm | 200 | 190-210 passo regolabile automaticamente |
| Altezza degli accordi | mm | 70-270 | Altezza di 250 e superiore senza cordone angolare inferiore |
| Larghezza degli accordi | mm | 70-90 | Larghezza elevata |
| Diametro delle barre acorde superiori e inferiori | mm | 6-12 | |
| Diametro delle corde laterali | mm | 4-7 | |
| Lunghezza della corda | m | 0.2~14 |
Peso regolabile automaticamente
|
| Diritta' dell'accordo | mm | ± 5 | |
| Errore di altezza dell'accordo | mm | ±2 | |
| Errore di lunghezza dell'accordo | mm/m | ± 5 |
Errore massimo non superiore a ± 15 mm
|
| Altezza delle barre di accordi superiori e inferiori esposte | mm | ≤ 5 | |
| Velocità della linea di produzione | m | 12-15 | La velocità di produzione effettiva e stabile è determinata dalle specifiche dell'accordo. |
| Pressione dell'aria | MPa | ≥ 0.7 | Il gas utilizzato deve essere pulito, filtrato e essiccato. |
| Consumo d'aria | m3/min | 3/4.5 | |
| Lunghezza della linea di produzione (lunghezza * larghezza * altezza) | mm | La lunghezza della linea di produzione può essere adeguatamente regolata a 45000*3000*3500. | |
| Produzione totale | T | ≤ 18 (esclusi gli accessori e le caselle di controllo esterne) | |
|
Nota: la configurazione standard include il meccanismo di piegatura per angolo inferiore.
|
|||
1.4 Caratteristiche dell'apparecchiatura
1.Fabbricazione a partire da: telaio di posa
Ci sono cinque serie di stand di pagamento a barre, utilizzando il metodo di pagamento rotante, con un carico massimo di 2 tonnellate.
Ogni supporto per il pagamento è dotato di un dispositivo di frenatura a aria indipendente.
Ogni supporto di riparazione è dotato di un meccanismo indipendente di pre- raddrizzamento per rimuovere la scala di ossido sulla superficie delle barre d'acciaio.
2Meccanismo di raddrizzamento e alimentazione
Utilizza il raddrizzamento multi-ruote con un buon effetto di raddrizzamento, senza danneggiare le costole delle barre d'acciaio.
Ogni meccanismo di alimentazione può essere controllato indipendentemente.
3Meccanismo di stoccaggio delle barre di acciaio
Esso adotta un nuovo tipo di scaffale di stoccaggio aperto per il tamponamento e lo stoccaggio, che è conveniente per la produzione continua e impedisce efficacemente alle barre d'acciaio di impigliarsi.
4Meccanismo di raddrizzamento dei terminali
Il raddrizzamento dei terminali secondari viene eseguito sulla barra principale e sulle barre reticolari prima della saldatura e della modellazione.
Questo meccanismo svolge un ruolo chiave nel regolare la reticolazione dei prodotti della trave.
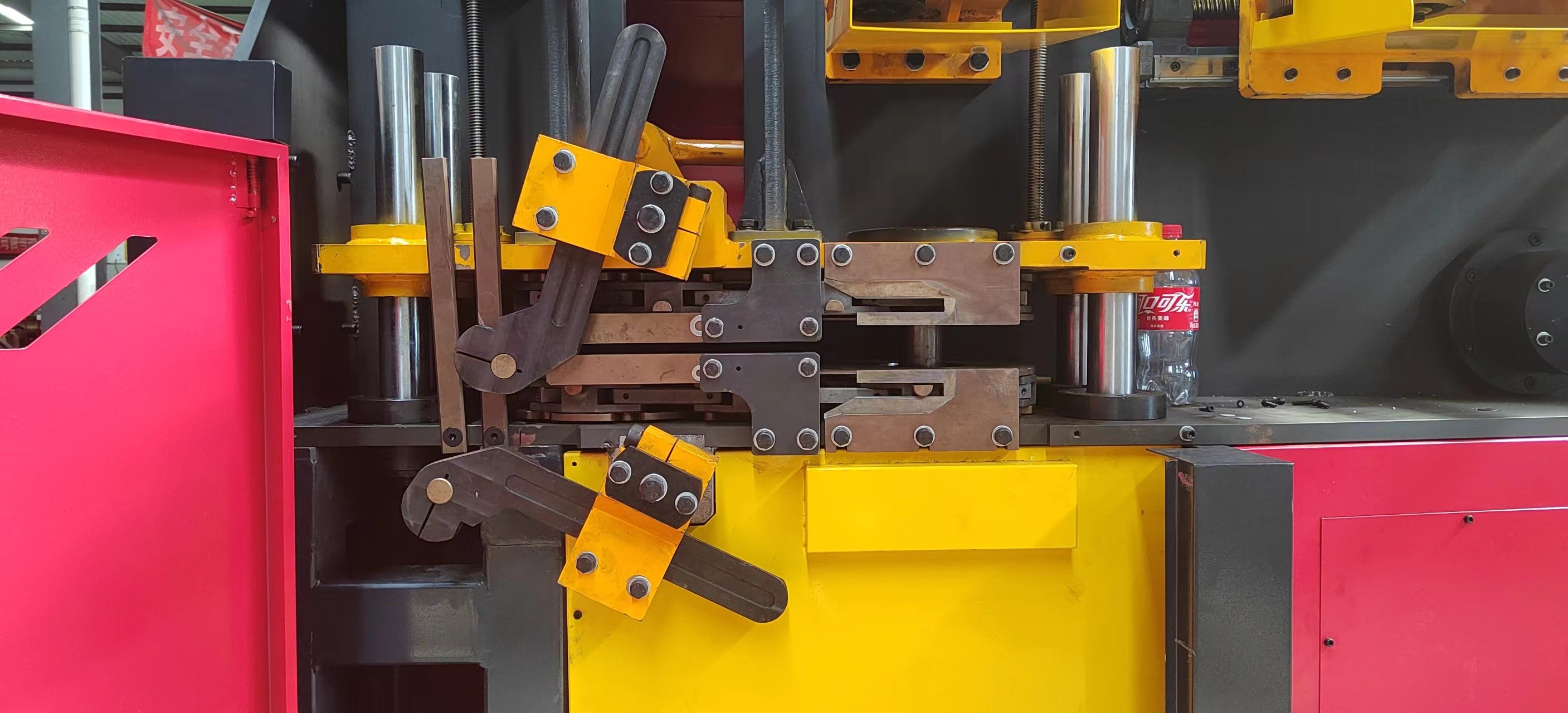
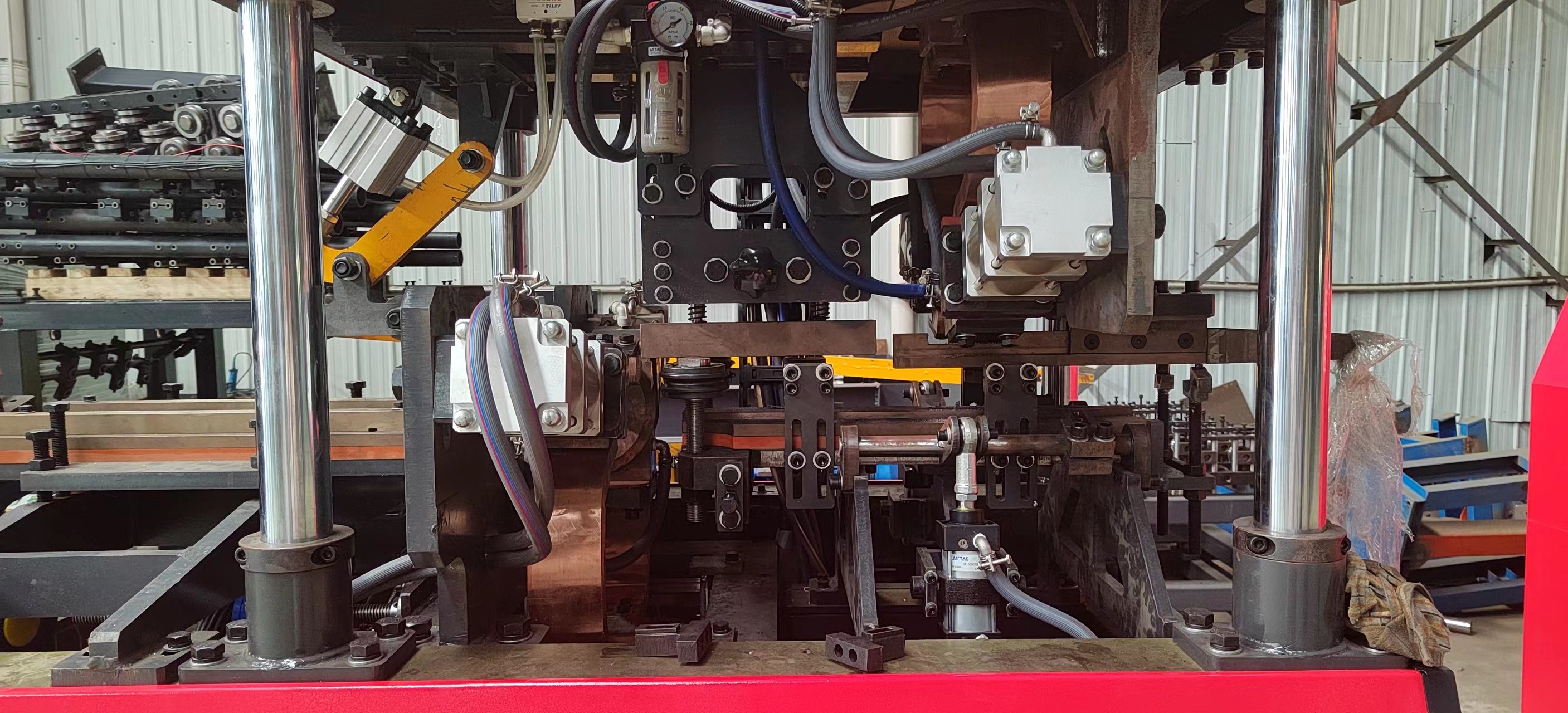
5. Meccanismo di pressione e alimentazione della barra Web
La piegatura a braccio oscillante viene utilizzata per piegare le barre d'acciaio, azionate da un servomotore, con una buona sincronizzazione e alta stabilità.La piegatura della barra di acciaio è continua (il meccanismo di piegatura opera in un movimento circolare e oscillante su e giù, senza ritardo), con velocità di formazione rapida. Gli stampi di formazione delle barre d'acciaio hanno superfici cilindriche per evitare graffi sulla superficie delle barre d'acciaio.,Con la coordinazione del meccanismo di piegatura,la combinazione perfetta dei due servomotori può realizzare la funzione di cambiare il passo della trave senza fermarsi, migliorando notevolmente l'efficienza della produzione.
6. Parte di saldatura
Due saldatori, uno in alto e uno in basso, con due trasformatori in totale.
I cilindri di saldatura hanno una piccola corsa, una grande forza, una velocità di saldatura veloce e una qualità elevata.
Le bombole di saldatura sono di alta qualità e sono serrate ad aria.
Gli elettrodi di saldatura sono realizzati in rame in lega di cromo-zirconio.
Equipaggiato con un meccanismo di posizionamento per garantire la forma e le dimensioni della saldatura.
Il metodo di saldatura a due punti di resistenza riduce la potenza di installazione del 60% rispetto ai colleghi e i parametri di saldatura di ciascun punto di saldatura possono essere impostati in modo indipendente.
La testina a quattro vie può essere riutilizzata quattro volte, riducendo il costo di 3 volte.
7. Meccanismo di taglio
Il modo di taglio "tipo forbice" è adottato per risolvere efficacemente il problema della saldatura aperta causata dal processo di taglio ed evitare la deformazione e la distorsione della trave durante il taglio.
Velocità di taglio veloce, non è necessario interrompere la saldatura.
Per il taglio ad alta resistenza delle giunzioni di saldatura a rinforzo principale e laterale, viene utilizzato l'acciaio ad alta resistenza e resistente allo stampo più recente sviluppato in Cina.
8- Meccanismo automatico di raccolta e impilazione
Il meccanismo di raccolta automatica consente la produzione continua senza la necessità di fermarsi, migliorando l'efficienza.
Può raccogliere tralicce di diverse dimensioni, lunghe e corte.
La raccolta automatica, l'impilazione e la spedizione delle traverse sono completamente automatizzate.
Il dispositivo automatico di raccolta e impilazione riduce di 2 il numero di operatori.
9Sistema di controllo elettrico
Adotta il sistema di controllo di Hechuan con alta stabilità.
10. Sistema operativo
I pulsanti di comando e gli altri componenti utilizzano prodotti di alta qualità.
L'apparecchiatura è facile da usare e da regolare.
Le operazioni come la velocità, i parametri di saldatura, ecc. sono convenienti.
1.5 Configurazione delle apparecchiature e marchi dei componenti
| Nome | Marchio |
Spiegazione Commenti |
| Schermata di funzionamento | Kunlun Tongtai | Si tratta di uno schermo touchscreen IoT intelligente con CPU ARM come nucleo e frequenza principale di 800MHz.e anche preinstallato con il software di configurazione McsgPro. |
| PLC | Hechuan | Alte prestazioni, struttura compatta, funzioni potenti e alta stabilità. |
| Servomotore | Hechuan | Alte prestazioni, alta affidabilità e alta qualità. |
| Controllo di bassa tensione | CHNT | Marchio cinese noto, qualità stabile, alta affidabilità. |
| Cambiamento di alimentazione | Taiwan Mingwei | Un marchio di Taiwan conosciuto con oltre 30 anni di esperienza nella ricerca e nella produzione. |
| Trasformatore di saldatura | Chengtai | Usando la tecnologia giapponese di saldatura. |
| Componenti per aria | Yadeke |
Taiwan è un marchio noto, di buona qualità, di alta affidabilità, di elevata capacità di carico.
|
| Valvola solenoide | Yadeke | |
| Saldatura a cilindro | Silindro personalizzato Shuangbeili | Velocità elevata, potenza sufficiente e stabilità elevata. |
| Controller di saldatura | Shanghai Guolong | Performance del prodotto stabile e qualità affidabile. |
| Reduttore | Zhejiang Tianhong | Prestazioni stabili e affidabili. |
| Ferrovia lineare guida | Taiwan Shangyin | Alta capacità di carico, alta precisione, alta velocità e alta precisione. |
| Portamento | Nsk | Qualità importata, qualità stabile e alta affidabilità. |
| Cavi e fili elettrici | Guangdong Yingke | Materiale eccellente, isolamento forte, bassa eccentricità. |
·
10
2. macchina di raffreddamento dell' acqua
![]()
Macchine per l'acqua di raffreddamentolunghezza * larghezza * altezza = 1310 * 630 * 1230 mm.
Le specifiche tecniche dell'unità di raffreddamento a scatola raffreddata ad aria sono le seguenti:
|
Modello
Articolo 2 |
RX-05A |
Configurazione
|
|
| Fornitore di energia | 380V/3PH/50HZ | ||
| capacità di raffreddamento | Kcal/h | 12900 | |
| kW | 15 | ||
| Potenza di ingresso totale | kW | 4.48 | |
| Liquido di raffreddamento | Nome | R22 | Fluido di raffreddamento di alta qualità importato. |
| Metodo di controllo | Tubo capillare | ||
3- L' aria. Compressore
![]()
BK22-8ZG Parametri tecnici della macchina a vite raffreddata ad aria
| Gruppo di vite | 5:6 rotore elicoidale |
| Modalità di compressione | Continuo, a una sola fase |
| Pressione di uscita dell'aria compressa | P2 = 0,8 MPa |
| Modalità di raffreddamento | con raffreddamento ad aria |
| Temperatura di uscita dell'aria compressa | Circa 10°C-15°C superiore alla temperatura ambiente |
| Quantità di olio lubrificante | Circa 8,6 litri |
| Velocità del motore | N=2930r/min |
| Potenza nominale | 22 kW |
| Dislocazione | V=3,45 m3/min |
| Peso di lavoro | Circa 390 kg |
| Temperatura massima dell'aria | 45°C |
| Temperatura minima dell'aria | 0°C |
| Consumo di petrolio | Contenuto di olio di scarico inferiore a 3PPM |
| Noise | 74 dB (A) |
| Dimensioni esterne lunghezza × larghezza × altezza (mm) | 1200 × 800 × 1120 |












